








產(chǎn)品中心
Products
 Products / 產(chǎn)品中心
Products / 產(chǎn)品中心

Brick Mould
 Back
Back
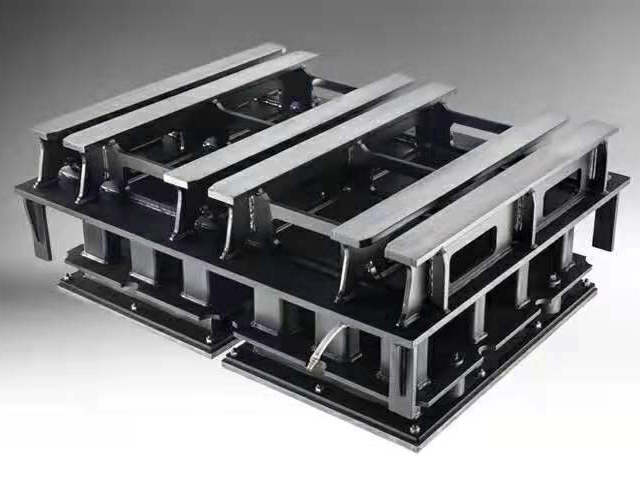
Quanzhou Yihong machinery can customize various specifications and models of non burning brick machine molds, block molds, hollow brick molds, eight hole brick molds, bread brick molds, grass planting brick molds, color brick molds and cement brick machine molds for customers.
The steel material determines the service life of the non firing brick making machine mold, and then it is processed according to the steel material. The treatment methods include carburizing, nitriding and carbonitriding. The heat treatment method shall be determined according to the steel material you choose. The next step is welding. According to the processing technology of the previous parts, select the appropriate welding materials for welding, and pay attention to the steel deformation coefficient during welding. Reduce the deformation as much as possible, and then correct the upper and lower molds after all welding. It is better if there is no friction between the upper and lower dies during calibration, and the clearance is generally controlled at 0.5-0.75mm.
Maintenance of non burning brick machine mold:
1. When installing or replacing new and old molds, it is necessary to avoid collision and collision, assemble in a civilized manner, and pay attention to protecting the molds.
2. During the use, the size of the mold and the condition of the welding joint shall be frequently checked. If there is weld crack, it shall be repaired in time. If there is excessive wear, the aggregate particle size shall be adjusted. If the wear affects the product quality, a new mold shall be equipped.
3. Carefully adjust the clearance, including the clearance between the indenter and the mold core, the movement plane between the indenter and the hopper car, the distance between the mold frame and the line plate, and the relative movement shall not interfere with or touch.
4. During daily mold cleaning, use air compressor and soft tools to clear the concrete residue. It is strictly prohibited to knock and pry the mold by gravity.
5. The replaced molds shall be cleaned and coated with oil for rust prevention. They shall be placed on a dry and flat place to prevent gravity deformation.
The steel material determines the service life of the non firing brick making machine mold, and then it is processed according to the steel material. The treatment methods include carburizing, nitriding and carbonitriding. The heat treatment method shall be determined according to the steel material you choose. The next step is welding. According to the processing technology of the previous parts, select the appropriate welding materials for welding, and pay attention to the steel deformation coefficient during welding. Reduce the deformation as much as possible, and then correct the upper and lower molds after all welding. It is better if there is no friction between the upper and lower dies during calibration, and the clearance is generally controlled at 0.5-0.75mm.
Maintenance of non burning brick machine mold:
1. When installing or replacing new and old molds, it is necessary to avoid collision and collision, assemble in a civilized manner, and pay attention to protecting the molds.
2. During the use, the size of the mold and the condition of the welding joint shall be frequently checked. If there is weld crack, it shall be repaired in time. If there is excessive wear, the aggregate particle size shall be adjusted. If the wear affects the product quality, a new mold shall be equipped.
3. Carefully adjust the clearance, including the clearance between the indenter and the mold core, the movement plane between the indenter and the hopper car, the distance between the mold frame and the line plate, and the relative movement shall not interfere with or touch.
4. During daily mold cleaning, use air compressor and soft tools to clear the concrete residue. It is strictly prohibited to knock and pry the mold by gravity.
5. The replaced molds shall be cleaned and coated with oil for rust prevention. They shall be placed on a dry and flat place to prevent gravity deformation.


